Close
|
|


|
|
JLR Panel Technician – Level 4 |
Jaguar Land Rover welding standards are set high to ensure that collision-damaged JLR vehicles are restored the original level of structural integrity and occupant safety. Because of the higher expectations for MIG welding skill, JLR has been experiencing an increase in welding certification test failures.
To help technicians become better prepared for the challenging welding tests, there are now online training videos that will communicate the welding standards of Jaguar Land Rover for steel and aluminum welding. The online videos will also show welding techniques that can be used to make the welds that meet JLR standards and how to practice weld for the tests at the I-CAR Tech Center.
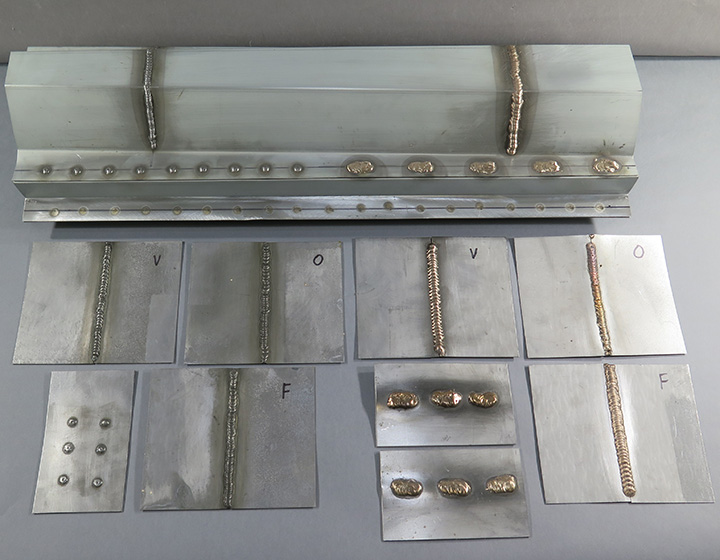
The course will include lecture and hands-on activities on JLR aluminum structural repair, rivet-bonding, and aluminum MIG welding. The MIG welding program and test will require making eight welds on coupons in various positions. The required welds include plug, fillet, and butt joint with backing welds on coupons, the practice assemblies, and on the JLR test assembly.
Technicians must be able to weld aluminum using the MIG pulse-transfer method. There will be MIG welding coaching and some time allowed for practice, but technicians will struggle with the pace of the course if they are not proficient in aluminum MIG welding.
The following JLR courses MUST BE COMPLETED before registering for the JLR Initial Aluminum Welding Assessment and Reassessment courses at I-CAR:
Many of the welding failures we encounter are related to eyesight deficiencies!
Bring to class:
Practice is a MUST:
Read the information on this site and watch all of the videos offered here to learn exactly how to practice for the welding test at I-CAR.
Aluminum and steel coupons can be purchased from:
Registration now available! Once all prerequisites are completed, please request to attend the appropriate training event below.
The Aluminum Reassessment at I-CAR:
Registration now available! Once all prerequisites are completed, please request to attend the appropriate training event below.
JLR MET Technician – Level 2 |
The following JLR courses MUST BE COMPLETED before registering for a JLR MET (Mechanical, Electrical and Trim) event at I-CAR:
All necessary tools will be provided during the class.
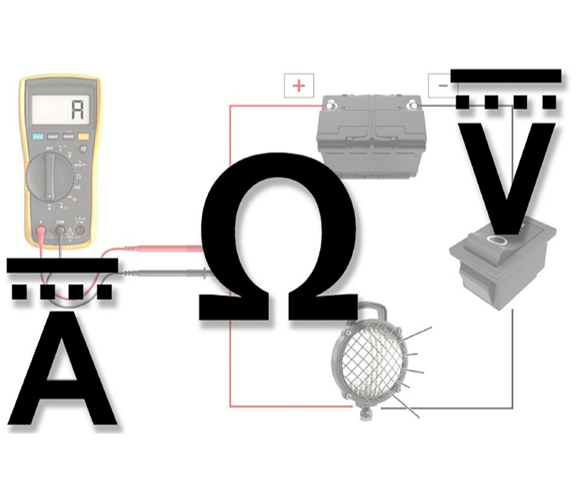
Aims to provide classroom and practical activities, to introduce and develop the underpinning knowledge required to interpret basic vehicle electrical system operation.
Objectives:
Gives technicians the Skills and Knowledge to safely and correctly recover and recharge a vehicles’ Air Conditioning refrigerant within a Bodyshop environment to JLR standards.
Objectives:

Gives the technician the skills to complete Mechanical Electrical Trim (MET) operations in a bodyshop environment to Jaguar Land Rover (JLR) standards.
Objectives:

Gives Bodyshop technicians the skills and knowledge to complete a wheel alignment measurement and return a vehicle to the correct specification.
Objectives:

Registration now available! Once all prerequisites are completed, please request to attend the appropriate training event below.
A retake event is required for those that did not successfully complete the MET (Mechanical, Electrical and Trim) JLR Event at the I-CAR Chicago Technical Center.
The MET (Mechanical, Electrical and Trim) JLR Retake Event at I-CAR:
Registration now available! Once all prerequisites are completed, please request to attend the appropriate training event below.
JLR Panel Technician – Level 3 |
This steel welding program MUST BE SUCCESSFULLY COMPLETED BEFORE ATTENDING THE JLR ALUMINUM program.
The following JLR courses MUST BE COMPLETED before registering for the JLR Initial Steel Welding Assessment and Reassessment courses at I-CAR:
Many of the welding failures we encounter are related to eyesight deficiencies!
Bring to class:
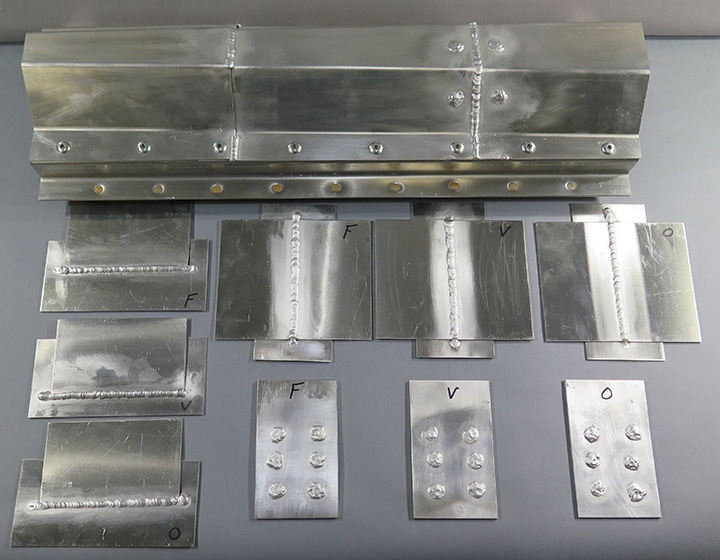
The JLR steel welding accreditation program requires making the following welds on 0.8 mm steel coupons:
It is recommended to become proficient on all of the vertical welds before attempting welds in other positions.
The three-piece steel sill assembly used for the welding accreditation test requires the following welds:
The training and test at I-CAR incorporates resistance spot-welding, MAG steel welding, and MIG brazing. The resistance welding has not been a failure point on the test, but practice of the MIG and MAG welding is a MUST. Listed below are the welding methods, and required materials for practicing prior to attending the AD3502802 - CD3500052 – Steel Repair – Structural program.
Aluminum and steel coupons can be purchased from:
The Fronius 2700 setup includes the following:
The U.S. Fronius 2700 machines do not have a 1.0 mm diameter electrode setting, which is the required electrode diameter for JLR. Use the 0.9 mm diameter setting. Set the electrode selection to CuSi-A. Use Conventional trigger.
click image to enlarge
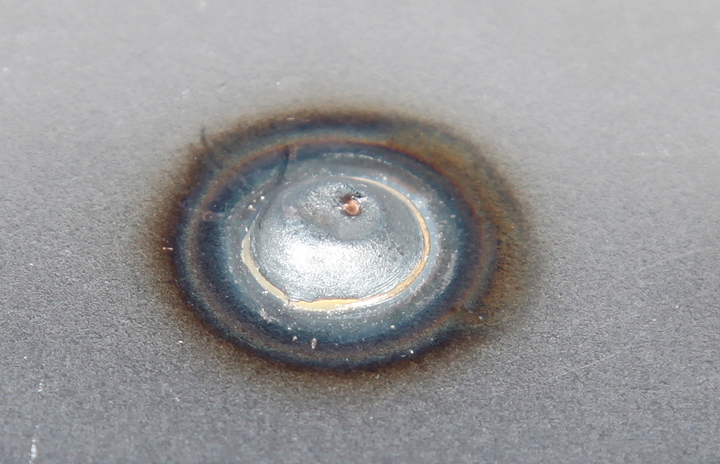 Pass - MAG steel plug weld – front side
Pass - MAG steel plug weld – front side
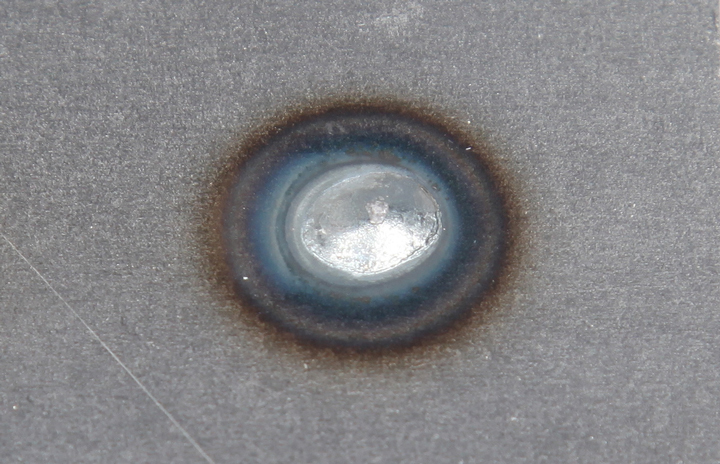 Pass - MAG steel plug weld – backside
Pass - MAG steel plug weld – backside
Registration now available! Once all prerequisites are completed, please request to attend the appropriate training event below.
The steel reassessment session is required for those that did not successfully complete the steel welding programs at the I-CAR Tech Center OR for technicians that are renewing their 3-year JLR steel weld certifications.
The Steel Reassessment at I-CAR:
Registration now available! Once all prerequisites are completed, please request to attend the appropriate training event below.
Travel Information - GA |
Jaguar Land Rover ACADEMY - South
3800 Camp Creek Pkwy
Building 1000, Suite 100
Atlanta, GA. 30331
Intiial Assessment Events
Monday through Thursday - 7:30 am - 4:00 pm
Friday - 7:30 am - 12:30 pm
*Return flights out of Atlanta (ATL) can be booked any time after 3:00 pm (EST) on final day of class, but keep in mind the airport is one of the largest and busiest in the US*
Reassessment Events
Monday through Thursday or
Tuesday through Friday
Day 1-3 - 7:30 am - 4:00 pm (Unless otherwise communicated)
Day 4 - 7:30 am - 12:30 pm (Unless otherwise communicated)
*Return flights out of Atlanta (ATL) can be booked any time after 3:00 pm (EST) on final day of class, but keep in mind the airport is one of the largest and busiest in the US*
Hartsfield-Jackson International
(Airport Code: ATL)
AC Hotel Atlanta Airport Gateway (Primary)
2079 Hospitality Way
Atlanta, GA 30344
Link for Jaguar Land Rover Discount: www.marriott.com/event-reservations/reservation-link
OR Call (404) 665-0309
Parking included in room rate.
Atlanta Airport Marriott (Secondary)
4711 Best Road
Atlanta, GA 30337
(404) 766-7900, call and ask for the JLR rate.
No shuttle service available.
Guests staying at the AC Hotel Atlanta Airport Gateway are provided complementary airport shuttle and transportation to and from the airport and the JLR ACADEMY by request (call hotel for pickup from airport).
Meals
Complimentary breakfast is available for guests staying at the AC Hotel Atlanta Airport Gateway.
Lunch is provided every day of class at the JLR ACADEMY.
Dinner is on your own every evening.
Clothing and Safety Items
While you are a guest at the JLR ACADEMY, we expect that you will be wearing attire appropriate for the shop. Jeans, work boots, t-shirts are expected/acceptable. Please be respectful of our employees and refrain from wearing clothing with profanity, inappropriate images or messages.
Please bring a welding helmet, welding gloves, a welding jacket or leathers, and steel toe work boots.
JLR Dealer Systems Support Group
jlrdssg@jaguarlandrover.com
Phone: 800-392-9090, Option 3
Fax: 800-886-1159
Support Hours: Mon-Fri, 8AM-9PM ET
Cancellation Policy
Classroom Training enrollments cancelled close to the class start date (late-notice cancellations), those unattended altogether (no-shows), or those who show up late (late arrivals) waste valuable resources that cannot be recovered.
In an effort to reinforce the value of Jaguar Land Rover Training & Development (JLR Training) classroom training seats, JLR Training will charge Body Shops for no-shows or for cancelling any enrollment within thirty (30) days of the class start date for the full price of the event. Late cancellations and no-shows due to extenuating circumstances, such as a personal emergency or weather travel delays, will be considered on a case by case basis. Proof of the circumstance is required (doctor’s note or flight cancellation notification).
Late arrivals are also subject to these terms. If a Technician is more than 2 hours late to an initial assessment training event, they are too late to catch up with the rest of class. If you show up more than 2 hours late, you will be sent home and will need to reschedule your training for another session. If a Technician is more than 1 day late to a reassessment training event, they are too late to catch up with the rest of class. If you show up more than 1 day late, you will be sent home and will need to reschedule your training for another session. If you are late within the designated timeframe, standard event fees apply. If you are late beyond the designated timeframe, you will also be charged the full price of the event due to taking up a seat from someone else. Similar to no-shows and late cancellations, late arrivals due to extenuating circumstances, such as a personal emergency or weather travel delays, will be considered on a case-by-case basis. Proof of the circumstance is required (doctor’s note or flight cancellation notification).
In the event of a no-show due to extenuating circumstances, such as a personal emergency or flight cancellations, JLRNA must be contacted by noon (local time) on the first day of class in order for any consideration to be applied. To cancel your booking or notify us of a late cancellation, please contact JLRNA at JLRCRN@jaguarlandrover.com. You will need to provide your name, booking reference, address and details of the booking.